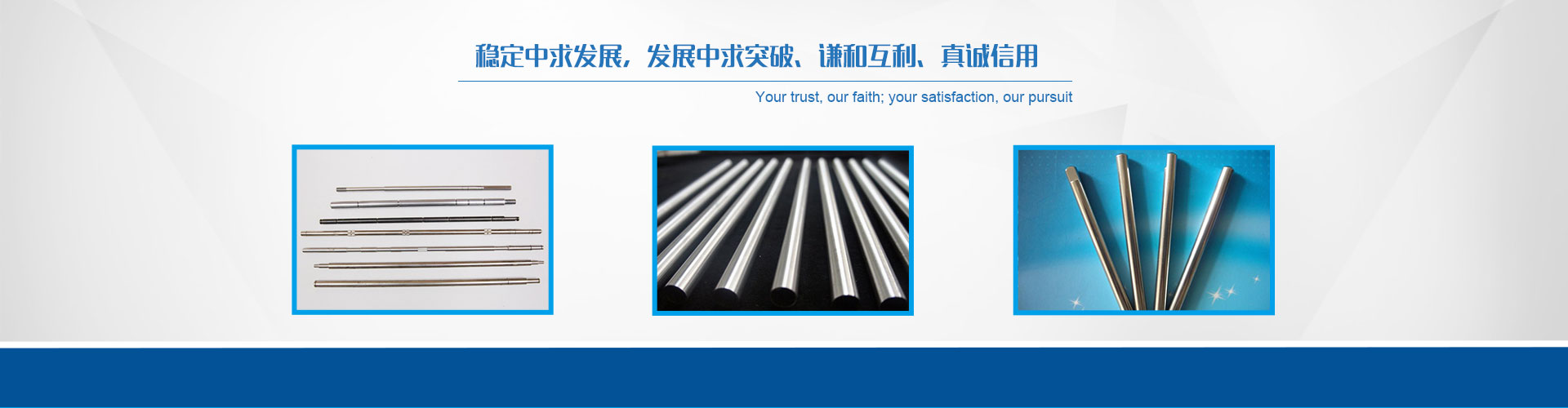

我們在機械制造業中許多細長軸工件是如何加工出來的?
在機械制造業中有許多的特殊零件需要生產加工,其中細長軸零件在石油機械行業、汽車零配件行業、高速動車行業都廣泛使用到。由于這類工件易彎曲、熱變形量大,以及裝夾工藝、刀具的選用等多種因素都會導致加工的精度有所偏差。下面上海鼎勝機械大家分享一下細長軸的特點和加工工藝方法,僅供大家參考和指點。
細長軸指工件的長度跟直徑之比大于25,即L/D>25。細長軸的加工存在以下工藝問題:
(1)剛度低,易彎曲。細長軸的剛度很低,本來毛坯的彎曲度誤差就較大,車削時若裝夾不當,更容易因切削力、重力的作用而彎曲變形,產生振動,從而降低加工精度和表面質量。
(2)熱伸長量大。細長軸的長度尺寸較大,切削熱作用在其上將產生很大的熱伸長量。若軸的兩端均為固定支承,則會產生“壓桿失穩”的效應而彎曲變形。當軸以高速旋轉時,這種彎曲引起的離心力將進一步加劇軸的變形。
(3)刀具磨損量大。由于細長軸較長,加工時一次進給的長度長,刀具磨損較大,因而造成工件錐度誤差。
針對上述問題可采取以下工藝措施:
①改進工件裝夾方法。細長軸的裝夾—般均采用一夾一頂的方法,為避免因工件毛坯彎曲而被卡盤強制夾持形成彎曲力矩,可在工件被夾處纏一圈細鋼絲,以減小夾爪與工件的接觸長度,使工件在卡盤內能自由調節其位置。而后頂尖則采用彈性頂尖,當工件熱伸長時頂尖能自動后退,避免因熱膨脹引起的彎曲變形。
車削時,應隨時注意頂尖的松緊程度。其檢查的方法是:開動車床使工件旋轉,用右拇指和食指捏住彈性回轉頂尖的轉動部分,頂尖能停止轉動,當松開手指后,頂尖能恢復轉動,說明頂尖的松緊程度適當。
②采用反向進給。反向進給時,車削時的進給力使工件受拉,而工件的軸向變形由彈性頂尖來補償,可大大減小工件的彎曲變形。
③正確使用跟刀架。為提高支承剛度,再加裝跟刀架。粗車時,跟刀架的支承塊裝夾在刀尖后面12mm處;精車時,跟刀架的支承塊裝夾在刀尖前面,以避免劃傷精車過的表面。
在選用跟刀架時,若用兩爪跟刀架支撐工件,則工件往往會因受重力作用而瞬時離開支撐爪,瞬時接觸支撐爪,而產生振動;若選用三爪跟刀架支撐工件,工件支撐在支撐爪和刀尖中間,車削就穩定,不易產生振動。所以選用三爪跟刀架支撐車削細長軸是一項重要的工藝方法。